
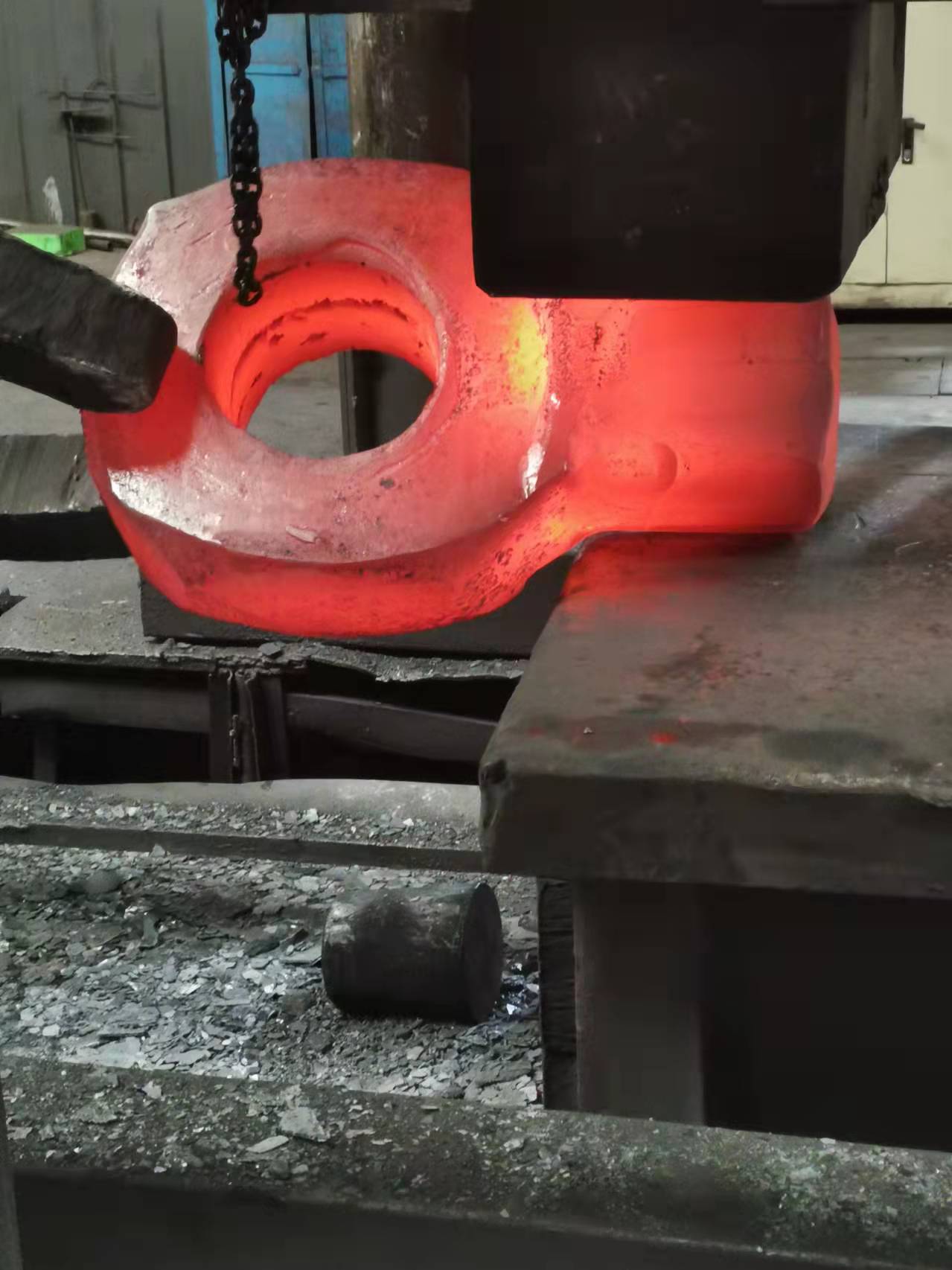
फोर्जिंग संयंत्रों में मुक्त फोर्जिंग के लिए सुरक्षा आवश्यकताएँ
फोर्जिंग फैक्ट्री मुफ्त मेंलोहारीफोर्जिंग फोर्जिंग, मुख्य रूप से फोर्जिंग हथौड़ा और प्रेस दो प्रकार के माध्यम से, मुक्त फोर्जिंग की सुरक्षा संचालन आवश्यकताओं को पेश करने के लिए टोंग ज़िन सटीक फोर्जिंग फैक्ट्री।
मुक्त फोर्जिंग से पहले, फोर्जिंग शॉप को सावधानीपूर्वक जांच करनी चाहिए कि प्रत्येक बन्धन कनेक्शन भाग के बोल्ट, नट, पिन आदि ढीले हैं या टूटे हुए हैं, और क्या निहाई ब्लॉक, हैमर हेड, हैमर रॉड और इनक्लाइन वेज के संयोजन में दरारें हैं या नहीं फोर्जिंग हथौड़ा शुरू करने से पहले। यदि कोई समस्या पाई जाती है, तो उन्हें समय पर हल किया जाना चाहिए और स्नेहन और तेल खिलाने की स्थिति की जांच करनी चाहिए। एयर हैमर कंट्रोल हैंडल को खाली स्थिति में रखा जाना चाहिए, और पोजिशनिंग पिन डाला जाना चाहिए, और फिर शुरू किया जा सकता है, और 3 ~ 5 मिनट के लिए खाली ऑपरेशन किया जा सकता है। स्टीम एयर फ्री फोर्जिंग हैमर को शुरू करने से पहले सिलेंडर में कंडेनसेट पानी को बाहर करना चाहिए, और एग्जॉस्ट वॉल्व को काम से पहले पूरी तरह से खोलना चाहिए, और फिर इनटेक वॉल्व को थोड़ा खोलना चाहिए, ताकि गैस पाइप सिस्टम के जरिए स्टीम एयर वॉल्व को प्रीहीट कर सके और फिर धीरे-धीरे सेवन वाल्व खोलें, और पिस्टन को कई बार खाली करें।
सर्दियों में फोर्जिंग फैक्ट्री हैमर रॉड, हैमर और एनविल ब्लॉक को प्रीहीट करने के लिए, प्रीहीटिंग तापमान 100 ~ 150â है। फोर्जिंग हैमर शुरू होने के बाद, पाम फिटर के निर्देशों और ऑपरेशन की आवश्यकताओं के अनुसार ऑपरेशन पर ध्यान देना आवश्यक है, और किसी भी समय अवलोकन पर ध्यान देना चाहिए। यदि अनियमित शोर या असामान्य घटनाएं जैसे सिलेंडर हेड लीकेज पाई जाती हैं, तो मशीन को रखरखाव के लिए तुरंत बंद कर देना चाहिए। निहाई पर ऑक्साइड त्वचा को हटाने के लिए किसी भी समय सनकी फोर्जिंग, हवाई हमले या कम तापमान, थिनर बिलेट पर भारी प्रहार से बचें, ताकि चोट लगने या निहाई की सतह को नुकसान न पहुंचे। वर्कपीस के आकार को मापते समय या उपकरण को बदलते समय, गलत कदम से बचने के लिए ऑपरेटर को पैडल से अपना पैर हटा लेना चाहिए।
फोर्जिंग का काम समाप्त होने के बाद, हथौड़ा सिर को सुचारू रूप से नीचे रखा जाना चाहिए, इनलेट और निकास वाल्व बंद होना चाहिए, वायु हथौड़ा स्विच खोल देगा, और शिफ्ट का काम अच्छी तरह से किया जाना चाहिए।
मुक्त फोर्जिंग से पहले, फोर्जिंग शॉप को सावधानीपूर्वक जांच करनी चाहिए कि प्रत्येक बन्धन कनेक्शन भाग के बोल्ट, नट, पिन आदि ढीले हैं या टूटे हुए हैं, और क्या निहाई ब्लॉक, हैमर हेड, हैमर रॉड और इनक्लाइन वेज के संयोजन में दरारें हैं या नहीं फोर्जिंग हथौड़ा शुरू करने से पहले। यदि कोई समस्या पाई जाती है, तो उन्हें समय पर हल किया जाना चाहिए और स्नेहन और तेल खिलाने की स्थिति की जांच करनी चाहिए। एयर हैमर कंट्रोल हैंडल को खाली स्थिति में रखा जाना चाहिए, और पोजिशनिंग पिन डाला जाना चाहिए, और फिर शुरू किया जा सकता है, और 3 ~ 5 मिनट के लिए खाली ऑपरेशन किया जा सकता है। स्टीम एयर फ्री फोर्जिंग हैमर को शुरू करने से पहले सिलेंडर में कंडेनसेट पानी को बाहर करना चाहिए, और एग्जॉस्ट वॉल्व को काम से पहले पूरी तरह से खोलना चाहिए, और फिर इनटेक वॉल्व को थोड़ा खोलना चाहिए, ताकि गैस पाइप सिस्टम के जरिए स्टीम एयर वॉल्व को प्रीहीट कर सके और फिर धीरे-धीरे सेवन वाल्व खोलें, और पिस्टन को कई बार खाली करें।
सर्दियों में फोर्जिंग फैक्ट्री हैमर रॉड, हैमर और एनविल ब्लॉक को प्रीहीट करने के लिए, प्रीहीटिंग तापमान 100 ~ 150â है। फोर्जिंग हैमर शुरू होने के बाद, पाम फिटर के निर्देशों और ऑपरेशन की आवश्यकताओं के अनुसार ऑपरेशन पर ध्यान देना आवश्यक है, और किसी भी समय अवलोकन पर ध्यान देना चाहिए। यदि अनियमित शोर या असामान्य घटनाएं जैसे सिलेंडर हेड लीकेज पाई जाती हैं, तो मशीन को रखरखाव के लिए तुरंत बंद कर देना चाहिए। निहाई पर ऑक्साइड त्वचा को हटाने के लिए किसी भी समय सनकी फोर्जिंग, हवाई हमले या कम तापमान, थिनर बिलेट पर भारी प्रहार से बचें, ताकि चोट लगने या निहाई की सतह को नुकसान न पहुंचे। वर्कपीस के आकार को मापते समय या उपकरण को बदलते समय, गलत कदम से बचने के लिए ऑपरेटर को पैडल से अपना पैर हटा लेना चाहिए।
फोर्जिंग का काम समाप्त होने के बाद, हथौड़ा सिर को सुचारू रूप से नीचे रखा जाना चाहिए, इनलेट और निकास वाल्व बंद होना चाहिए, वायु हथौड़ा स्विच खोल देगा, और शिफ्ट का काम अच्छी तरह से किया जाना चाहिए।
जांच भेजें



X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति